0·
3 hours agoThe Nazi army used a lot of drugs: https://www.goodreads.com/book/show/29429893-blitzed
The Nazi army used a lot of drugs: https://www.goodreads.com/book/show/29429893-blitzed
I bought a BOM in a box from West3D. I would say the build took 40 hours or so. This includes figuring out what parts to print, mechanical assembly, wiring, and getting klipper up and running.
Edit: maybe 30-40 hours as a guess. I wasn’t rushing and built over the course of two months or so as I had time I could spend. I bet I could cut that down a lot on a second build, but even a fast build is going to be 10-15 hours. Things to be careful of: grabbing the correct pull/belts for the z motors when doing initial assembly, otherwise you’ll have to tear down later, and belt routing for the gantry. I had to redo that one too, but tear down was less intensive to fix that one.
2.4 owner chiming in. It’s a long build and you should probably skip the drag chains due to wire breaks. I am very happy with the printer and the community. Mods are readily available, the stock models are all open source so if you want to make your own mods it’s easy, etc. My printer is also extremely reliable - click print, walk away, come back to a completed print. You’ll need to do some klipper setup to get here, but it’s very achievable with some basic macros like Z Caliberation.
As for print volume, larger prints result in more warpage if you want to print in anything other than PLA. It’s all about chamber temps, but larger prints = larger printer = more surface area for your enclosure to lose heat. Big PETG prints needs an enclosure, but it doesn’t need to be that intense - I was fine with acrylic panels and even popped the top. Big ASA/ABS prints need an insulated enclosure, but I can now print large ASA things successfully. To go with your enclosure you’ll also need a method of actively hearing it. Bedfans, and under bed filtration, is how I dealt with this on my Voron. Since Vorons are designed for an enclosure, all the electronics are not inside the enclosure. I do not know if that’s the case for the Prusa.
Moving from enshitified closed source to a different closed source that’s trying to position itself as user first isn’t necessarily bad.
OP already replied, but the answer was super brief: they invest in their future. I don’t know what that looks like for them, but for us it means funding an emergency fund plus 401ks, IRAs, and college funds for our kids. Even if you’re not able to set aside a ton, the more money you can invest when you’re young the better off you’ll be thanks to the power of compounding.
If you’re lucky enough to advance your career put the extra money into your emergency fund and/or investments - you won’t miss it.
If you’re in debt, try to target one loan to pay off. Once you pay off that single loan keep paying that amount towards your next loan. Repeat until necessary. For example, after we paid off our car we put what used to be our old payment as extra $$ for our mortgage.
Fresh water boating! As a bonus your boat will be worth more should you want to sell it, especially if you can get it to a salt water area.
Pics or it didn’t happen!
/fellow 90s kid
Duckduckgo’s browser uses webview as it’s main engine, which means that on a phone it will simply use blink (chromium) on Android and Windows device or webkit on Apple devices.

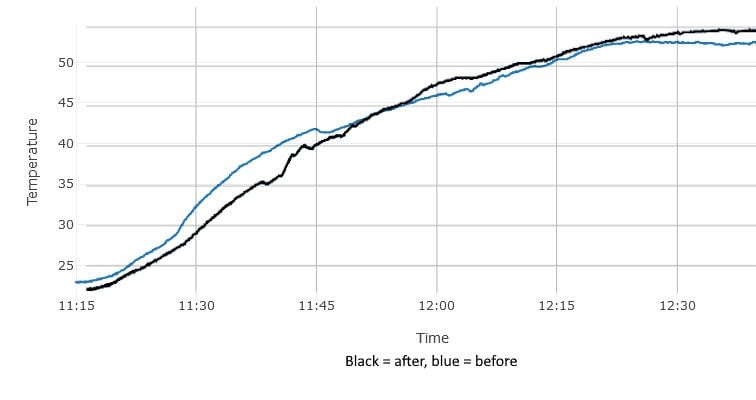
With no enclosure I would be pretty confident warping due to low ambient temp is what’s causing your print failures. With the top popped my chamber is around 40 °C / 104 °F and I haven’t experienced any PETG warping. My printer lives in my basement, which occupies a similar temperature range as your garage. On my old unenclosed i3 clone I would run into warping on bigger PETG prints.
If you’re feeling ambitious you could try throwing a (big) cardboard box over the whole thing and see if that helps. A few bed fans for good measure could be enough. I wouldn’t treat this as a permanent solution, but it could help you troubleshoot.

Agree. The default download location on iOS and padOS is iCloud and it’s pretty clear that Microsoft is chasing Apple’s monetization model.
My daily printer is a 350 mm^3 Voron 2.4. I print larger prints most of the time, if you dig through my post history you’ll find some examples.
Your issue isn’t bed adhesion, it’s warping. I’ve had large prints coil to the point of pulling my spring steel bed off the magnet pretty significantly. You can continue to try to fight this (clamp the bed down), but ultimately you’re unlikely to succeed until you get warping under control.
Big prints can be very warp prone. In terms of ease/low warpage, I would say TPU > PLA > PETG > ASA/ABS.
Out of the box, Vorons are enclosed. I leave the sides on, close the door, and pop/rotate the top panel 45° for airflow when I’m printing both PLA and PETG. This has resulted in warp free prints for both materials.
For ASA/ABS, I was not able to achieve warp free prints until I was able to hit chamber temps of 55-60 °C thanks to swapping ACM panels and adding some radiant insulation. I also have 4x bedfans to help heat my chamber. Two are normal bedfans and two are part of an under bed carbon filter.
So questions:
No problem! That list will contain active headphones that have an onboard DAC, so they look like a USB audio device to whatever you plug them into.
For the test in question, top/bottom layers would help more than walls. I could see walls mattering more for different types of loading. Considering this video didn’t really see an increase in strength until 40% infill, one or two more top/bottom layers might actually use less material and result in more strength/rigidity.
A number of over-ear Bluetooth headphones support usb-audio. rtings provides a list, but I’m sure there are more out there.
I resisted converting to Bluetooth headphones for a while and this route provided a decent bridge. Bluetooth LE audio seems like it will be nirvana between low latency, audio quality, and energy efficiency but not many devices support it currently.
Bonus points for talking like they’ve been a teacher for a while!
This is a pretty cool video. It would be interesting to do the same style test and leave infill fixed at a lower value while progressively adding more top/bottom layers. My suspicion is that more top/bottom layers would result in more stuffness.
Thanks for the reply, I was genuinely curious and haven’t looked into this much beyond window glancing.
I’ve done some level of flatbed scanning with a ruler to get a known scale and the results have been pretty consistent, but I totally get not wanting to be size limited. I generally print bigger things, which is one of the reasons why I haven’t looked at a scanner very hard.
A big reason why I wanted an All-in-one 3D scanner was because I want to reverse engineer objects I see “in the wild” and in museums
That’s an interesting use case that I hadn’t considered. Makes sense that you want portable and adds the extra challenge of likely not being able to touch the object being scanned.
I agree with you, but it is an amusing premise - even if it is pretty inaccurate. Here’s some very quick figures.
The majority of the carbon the human body release is from breathing. Evidently it’s about 1 kg of co2 a day or so. All the people on earth combined exhale about 7% of emissions we create from fossil fuels. Even looking at something as small as lawncare, the numbers are super lopsided. Your average lawnmower produces about 40 kg CO2 per hour or use, so if you’re (un?)fortunate enough to live somewhere with a lawn, cutting it will produce more CO2 than you do.
Did you happen to look into Open Scan? It’s reasonably open and is PI based. I don’t know a ton about them, but it seems like a viable alternative at first glance.

{kind=link}
{kind=link}
Lots of very general light chat and shit posts. It doesn’t seem like there’s a lot of revenue potential there.